Утилизация и вторичная переработка полимерных отходов
Опубликовано Редактор 07-12-2010 (72610 прочтений)1. Ведение
Одним из наиболее осязаемых результатов антропогенной деятельности является образование отходов, среди которых отходы пластмасс занимают особое место в силу своих уникальных свойств.
Пластмассы – это химическая продукция, состоящая из высокомолекулярных, длинноцепных полимеров. Производство пластических масс на современном этапе развития возрастает в среднем на 5…6 % ежегодно и к 2010 г., по прогнозам, достигнет 250 млн. т. Их потребление на душу населения в индустриально развитых странах за последние 20 лет удвоилось, достигнув 85…90 кг, К концу десятилетия как полагают, эта цифра повысится на 45…50 %.
НАСЧИТЫВАЕТСЯ ОКОЛО 150 ВИДОВ ПЛАСТИКОВ, 30 % ИЗ ИХ – ЭТО СМЕСИ РАЗЛИЧНЫХ ПОЛИМЕРОВ. ДЛЯ ДОСТИЖЕНИЯ ОПРЕДЕЛЕННЫХ СВОЙСТВ, ЛУЧШЕЙ ПЕРЕРАБОТКИ В ПОЛИМЕРЫ ВВОДЯТ РАЗЛИЧНЫЕ ХИМИЧЕСКИЕ ДОБАВКИ, КОТОРЫХ УЖЕ БОЛЕЕ 20, А РЯД ИЗ НИХ ОТНОСЯТСЯ К ТОКСИЧНЫМ МАТЕРИАЛАМ. ВЫПУСК ДОБАВОК НЕПРЕРЫВНО ВОЗРАСТАЕТ. ЕСЛИ В 1980 Г. ИХ БЫЛО ПРОИЗВЕДЕНО 4000 Т, ТО К 2000 Г. ОБЪЕМ ВЫПУСКА ВОЗРОС УЖЕ ДО 7500 Т, И ВСЕ ОНИ БУДУТ ВВЕДЕНЫ В ПЛАСТИКИ. А СО ВРЕМЕНЕМ ПОТРЕБЛЯЕМЫЕ ПЛАСТИКИ НЕИЗБЕЖНО ПЕРЕХОДЯТ В ОТХОДЫ.
ОДНИМ ИЗ БЫСТРОРАЗВИВАЮЩИХСЯ НАПРАВЛЕНИЙ ИСПОЛЬЗОВАНИЯ ПЛАСТМАСС ЯВЛЯЕТСЯ УПАКОВКА.
Из всех выпускаемых пластиков 41 % используется в упаковке, из этого количества 47 % расходуется на упаковку пищевых продуктов. Удобство и безопасность, низкая цена и высокая эстетика являются определяющими условиями ускоренного роста использования пластических масс при изготовлении упаковки.
Такая высокая популярность пластмасс объясняется их легкостью, экономичностью и набором ценнейших служебных свойств. Пластики являются серьезными конкурентами металлу, стеклу, керамике. Например, при изготовлении стеклянных бутылей требуется на 21 % больше энергии, чем на пластмассовые.
Но наряду с этим возникает проблема с утилизацией отходов, которых существует свыше 400 различных видов, появляющихся в результате использования продукции полимерной промышленности.
В наши дни, как никогда прежде, люди нашей планеты задумались над огромным засорением Земли непрерывно возрастающими отходами пластиков. В связи с этим, учебное пособие восполняет знания в области утилизации и вторичной переработки пластиков с целью возврата их в производство и улучшения экологии в РФ и в мире.
2. АНАЛИЗ СОСТОЯНИЯ ВТОРИЧНОЙ ПЕРЕРАБОТКИ И УТИЛИЗАЦИИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
2.1 АНАЛИЗ СОСТОЯНИЯ ВТОРИЧНОЙ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Из всех выпускаемых пластиков 41 % используется в упаковке, из этого количества 47 % расходуется на упаковку пищевых продуктов. Удобство и безопасность, низкая цена и высокая эстетика являются определяющими условиями ускоренного роста использования пластических масс при изготовлении упаковки. Упаковка из синтетических полимеров, составляющая 40 % бытового мусора, практически "вечна" – она не подвергается разложению. Поэтому использование пластмассовой упаковки сопряжено с образованием отходов в размере 40…50 кг/год в расчете на одного человека.
В России предположительно к 2010 г. полимерные отходы составят больше одного миллиона тонн, а процент их использования до сих пор мал. Учитывая специфические свойства полимерных материалов – они не подвергаются гниению, коррозии, проблема их утилизации носит, прежде всего, экологический характер. Общий объем захоронения твердых бытовых отходов только в Москве составляет около 4 млн. т в год. От общего уровня отходов перерабатывается только 5…7 % от их массы. По данным на 1998 г. в усредненном составе твердых бытовых отходов, поставляемых на захоронение, 8 % составляет пластмасса, что составляет 320 тыс. т в год.
Однако в настоящее время проблема переработки отходов полимерных материалов обретает актуальное значение не только с позиций охраны окружающей среды, но и связана с тем, что в условиях дефицита полимерного сырья пластмассовые отходы становятся мощным сырьевым и энергетическим ресурсом.
Вместе с тем решение вопросов, связанных с охраной окружающей среды, требует значительных капитальных вложений. Стоимость обработки и уничтожения отходов пластмасс примерно в 8 раз превышает расходы на обработку большинства промышленных и почти в три раза – на уничтожение бытовых отходов. Это связано со специфическими особенностями пластмасс, значительно затрудняющими или делающими непригодными известные методы уничтожения твердых отходов.
Использование отходов полимеров позволяет существенно экономить первичное сырье (прежде всего нефть) и электроэнергию.
Проблем, связанных с утилизацией полимерных отходов, достаточно много. Они имеют свою специфику, но их нельзя считать неразрешимыми. Однако решение невозможно без организации сбора, сортировки и первичной обработки амортизованных материалов и изделий; без разработки системы цен на вторичное сырье, стимулирующих предприятия к их переработке; без создания эффективных способов переработки вторичного полимерного сырья, а также методов его модификации с целью повышения качества; без создания специального оборудования для его переработки; без разработки номенклатуры изделий, выпускаемых из вторичного полимерного сырья.
Отходы пластических масс можно разделить на 3 группы:
а) технологические отходы производства, которые возникают при синтезе и переработке термопластов. Они делятся на неустранимые и устранимые технологические отходы. Неустранимые – это кромки, высечки, обрезки, литники, облой, грат и т.д. В отраслях промышленности, занимающихся производством и переработкой пластмасс, таких отходов образуется от 5 до 35 %. Неустранимые отходы, по существу, представляющие собой высококачественное сырье, по свойствам не отличаются от исходного первичного полимера. Переработка его в изделия не требует специального оборудования и производится на том же предприятии. Устранимые технологические отходы производства образуются при несоблюдении технологических режимов в процессе синтеза и переработки, т.е. это – технологический брак, который может быть сведен до минимума или совсем устранен. Технологические отходы произ водства перерабатываются в различные изделия, используются в качестве добавки к исходному сырью и т.д.;
б) отходы производственного потребления – накапливаются в результате выхода из строя изделий из полимерных материалов, используемых в различных отраслях народного хозяйства (амортизованные шины, тара и упаковка, детали машин, отходы сельскохозяйственной пленки, мешки из-под удобрений и т.д.). Эти отходы являются наиболее однородными, малозагрязненными и поэтому представляют наи больший интерес с точки зрения их повторной переработки;
в) отходы общественного потребления, которые накапливаются у нас дома, на предприятиях общественного питания и т.д., а затем попадают на городские свалки; в конечном итоге они переходят в но вую категорию отходов – смешанные отходы.
Наибольшие трудности связаны с переработкой и использованием смешанных отходов. Причина этого в несовместимости термопластов, входящих в состав бытового мусора, что требует их постадийного выделения. Кроме того, сбор изношенных изделий из полимеров у населения является чрезвычайно сложным мероприятием с организационной точки зрения и пока еще у нас в стране не налажен.
Основное количество отходов уничтожают – захоронением в почву или сжиганием. Однако уничтожение отходов экономически невыгодно и технически сложно. Кроме того, захоронение, затопление и сжигание полимерных отходов ведет к загрязнению окружающей среды, к сокращению земельных угодий (организация свалок) и т.д.
Однако и захоронение, и сжигание продолжают оставаться довольно широко распространенными способами уничтожения отходов пластмасс. Чаще всего тепло, выделяющееся при сжигании, используют для получения пара и электроэнергии. Но калорийность сжигаемого сырья невелика, поэтому установки для сжигания, как правило, являются экономически малоэффективными. Кроме того, при сжигании происходит образование сажи от неполного сгорания полимерных продуктов, выделение токсичных газов и, следовательно, повторное загрязнение воздушного и водного бассейнов, быстрый износ печей за счет сильной коррозии.
В начале 1970-х гг. прошлого века интенсивно начали развиваться работы по созданию био-, фото-и водоразрушаемых полимеров. Получение разлагаемых полимеров вызвало настоящую сенсацию, и этот способ уничтожения вышедших из строя пластмассовых изделий рассматривался как идеальный. Однако последующие работы в этом направлении показали, что трудно сочетать в изделиях высокие физико-механические характеристики, красивый внешний вид, способность к быстрому разрушению и низкую стоимость.
В последние годы исследования в области саморазрушающихся полимеров значительно сократились в основном потому, что издержки производства при получении таких полимеров, как правило, значительно выше, чем при получении обычных пластических масс, и этот способ уничтожения является экономически невыгодным.
Основной путь использования отходов пластмасс – это их утилизация, т.е. повторное использование. Показано, что капитальные и эксплуатационные затраты по основным способам утилизации отходов не превышают, а в ряде случаев даже ниже затрат на их уничтожение. Положительной стороной утилизации является также и то, что получается дополнительное количество полезных продуктов для различных отраслей народного хозяйства и не происходит повторного загрязнения окружающей среды. По этим причинам утилизация является не только экономически целесообразным, но и экологически предпочтительным решением проблемы использования пластмассовых отходов. Подсчитано, что из ежегодно образующихся полимерных отходов в виде амортизованных изделий утилизации подвергается только незначительная часть (всего несколько процентов). Причиной этого являются трудности, связанные с предварительной подготовкой (сбор, сортировка, разделение, очистка и т.д.) отходов, отсутствием специального оборудования для переработки и т.д.
К основным способам утилизации отходов пластических масс относятся:
-
термическое разложение путем пиролиза;
-
разложение с получением исходных низкомолекулярных продуктов (мономеров, олигомеров);
-
вторичная переработка.
Пиролиз – это термическое разложение органических продуктов в присутствии кислорода или без него. Пиролиз полимерных отходов позволяет получить высококалорийное топливо, сырье и полуфабрикаты, используемые в различных технологических процессах, а также мономеры, применяемые для синтеза полимеров.
Газообразные продукты термического разложения пластмасс могут использоваться в качестве топлива для получения рабочего водяного пара. Жидкие продукты используются для получения теплоносителей. Спектр применения твердых (воскообразных) продуктов пиролиза отходов пластмасс достаточно широк (компоненты различного рода защитных составов, смазок, эмульсий, пропиточных материалов и др.)
Разработаны также процессы каталитического гидрокрекинга для превращения полимерных отходов в бензин и топливные масла.
Многие полимеры в результате обратимости реакции образования могут снова разлагаться до исходных веществ. Для практического использования имеют значение способы расщепления ПЭТФ, полиамидов (ПА) и вспененных полиуретанов. Продукты расщепления используют снова в качестве сырья для проведения процесса поликонденсации или как добавки к первичному материалу. Однако имеющиеся в этих продуктах примеси часто не позволяют получать высококачественные полимерные изделия, например, волокна, но чистота их достаточна для изготовления литьевых масс, легкоплавких и растворимых клеев.
Гидролиз является реакцией, обратной поликонденсации. С его помощью при направленном действии воды по местам соединения компонентов поликонденсаты разрушаются до исходных соединений. Гидролиз происходит под действием экстремальных температур и давлений. Глубина протекания реакции зависит от pH среды и используемых катализаторов.
Этот способ использования отходов энергетически более выгоден, чем пиролиз, так как в оборот возвращаются высококачественные химические продукты.
По сравнению с гидролизом для расщепления отходов ПЭТФ более экономичен другой способ – гликолиз. Деструкция происходит при высоких температурах и давлении в присутствии этиленгликоля и с участием катализаторов до получения чистого дигликольтерефталата. По этому принципу можно также переэтерифицировать карбаматные группы в полиуретане.
Все же самым распространенным термическим методом переработки отходов ПЭТФ является их расщепление с помощью метанола – метанолиз. Процесс протекает при температуре выше 150°С и давлении 1,5 МПа, ускоряется катализаторами переэтерификации. Этот метод очень экономичен. На практике применяют и комбинацию методов гликолиза и метанолиза.
В настоящее время наиболее приемлемым для России является вторичная переработка отходов полимерных материалов механическим рециклингом, так как этот способ переработки не требует дорогого специального оборудования и может бать реализован в любом месте накопления отходов.
Далее рассмотрим основные методы вторичной переработки наиболее распространенных полимерных материалов.
2.2 УТИЛИЗАЦИЯ ОТХОДОВ ПОЛИОЛЕФИНОВ
Полиолефины – самый многотоннажный вид термопластов. Они находят широкое применение в различных отраслях промышленности, транспорта и в сельском хозяйстве. К полиолефинам относятся полиэтилен высокой и низкой плотности (ПЭВП и ПЭНП), ПП. Наиболее эффективным способом утилизации отходов ПО является их повторное использование. Ресурсы вторичных ПО велики: только отходы потребления ПЭНП в 1995 г. достигли 2 млн. т. Использование вторичных термопластов вообще, и ПО в частности, позволяет увеличить степень удовлетворения в них на 15…20 %.
Способы переработки отходов ПО зависят от марки полимера и их происхождения. Наиболее просто перерабатываются технологические отходы, т.е. отходы производства, которые не подверглись интенсивному световому воздействию в процессе эксплуатации. Не требуют сложных методов подготовки и отходы потребления из ПЭВП и ПП, так как с одной стороны изделия, изготавливаемые из этих полимеров, также не претерпевают значительных воздействий вследствие своей конструкции и назначения (толстостенные детали, тара, фурнитура и т.д.), а с другой стороны – исходные полимеры более устойчивы к воздействию атмосферных факторов, чем ПЭНП. Такие отходы перед повторным использованием нуждаются только в измельчении и гранулировании .
2.2.1 Структурно-химические особенности вторичного полиэтилена
Выбор технологических параметров переработки отходов ПО и областей использования получаемых из них изделий обусловлен их физико-химическими, механическими и технологическими свойствами, которые в значительной степени отличаются от тех же характеристик первичного полимера. К основным особенностям вторичного ПЭНП (ВПЭНП), которые определяют специфику его переработки, следует отнести: низкую насыпную плотность; особенности реологического поведения расплава, обусловленные высоким содержанием геля; повышенную химическую активность вследствие изменений структуры, происходящих при переработке первичного полимера и эксплуатации полученных из него изделий.
В процессе переработки и эксплуатации материал подвергается механохимическим воздействиям, термической, тепло- и фотоокислительной деструкции, что приводит к появлению активных групп, коорые при последующих переработках способны инициировать реакции окисления.
Изменение химической структуры начинается уже в процессе первичной переработки ПО, в частности при экструзии, когда полимер подвергается значительным термоокислительным и механохимиче-ским воздействиям. Наибольший вклад в изменения, протекающие при эксплуатации, вносят фотохимические процессы. Эти изменения необратимы, в то время как физико-механические свойства, например, полиэтиленовой пленки, отслужившей один-два сезона для укрытия парников, после перепрессовки и экструзии почти полностью восстанавливаются.
Образование в ПЭ пленке при ее эксплуатации значительного числа карбонильных групп приводит к повышенной способности ВПЭНП поглощать кислород, следствием чего является образование во вторичном сырье винильных и винилиденовых групп, которые значительно снижают термоокислительную стабильность полимера при последующих переработках, инициируют процесс фотостарения таких материалов и изделий из них, снижают срок их службы.
Наличие карбонильных групп не определяет ни механические свойства (введением их до 9 % в исходную макромолекулу не оказывает существенного влияния на механические свойства материала), ни пропускание пленкой солнечного света (поглощение света карбонильными группами лежит в области длин волн менее 280 нм, а свет такого состава практически не содержится в солнечном спектре). Однако именно наличие карбонильных групп в ПЭ обусловливает весьма важное его свойство – стойкость к воздействию света.
Инициатором фотостарения ПЭ являются гидропероксиды, образующиеся еще при переработке первичного материала в процессе механохимической деструкции . Их инициирующее действие особенно эффективно на ранних стадиях старения, в то время как карбонильные группы оказывают существенное влияние на более поздних стадиях.
Как известно, при старении протекают конкурирующие реакции деструкции и структурирования. Следствием первой является образование низкомолекулярных продуктов, второй – нерастворимой гель-фракции. Скорость образования низкомолекулярных продуктов максимальна в начале старения. Этот период характеризуется низким содержанием геля и снижением физико-механических показателей.
В дальнейшем скорость образования низкомолекулярных продуктов снижается, наблюдается резкое возрастание содержания геля и уменьшение относительного удлинения, что свидетельствует о протекании процесса структурирования. Затем (после достижения максимума) содержание геля в ВПЭ при его фотостарении снижается, что совпадает с полным израсходованием винилиденовых групп в полимере и достижением предельно допустимых значений относительного удлинения. Такой эффект объясняется вовлечением образовавшихся пространственных структур в процессе деструкции, а также растрескиванием по границе морфологических образований, что приводит к снижению физико-механических характеристик и ухудшению оптических свойств.
Скорость изменения физико-механических характеристик ВПЭ практически не зависит от содержания в нем гель-фракции. Однако содержание геля необходимо всегда учитывать как структурный фактор при выборе способа повторной переработки, модификации и при определении областей использования полимера.
В табл. 1 приведены характеристики свойств ПЭНП до и после старения в течение трех месяцев и ВПЭНП, полученного экструзией из состаренной пленки.
Таблица1
Характеристики свойств ПЭНП до и после старения
|
ПЭНП |
ВПЭНП |
||
Характеристики |
Исходный |
После эксплуатации |
Экструзионный |
|
Содержание групп С-О, моль |
0,1 |
1,6 |
1,6 |
|
Содержание низкомолекулярных продуктов, % |
0,1 |
6,2 |
6,2 |
|
Содержание геля, % |
0 |
20 |
20 |
|
Разрушающее напряжение при растяжении, MПа |
15,5 |
11,4 |
10 |
|
Относительное удлинение при разрыве, % |
490 |
17 |
125 |
|
Стойкость к растрескиванию, ч |
8 |
– |
1 |
|
Светостойкость, сут |
90 |
– |
50 |
|
Характер изменения физико-механических характеристик для ПЭНП и ВПЭНП неодинаков: у первичного полимера наблюдается монотонное снижение и прочности и относительного удлинения, которые составляют 30 и 70 % соответственно после старения в течение 5 месяцев. Для вторичного ПЭНП характер изменения этих показателей несколько отличается: разрушающее напряжение практически не изменяется, а относительное удлинение уменьшается на 90 %. Причиной этого может быть наличие гель-фракции во ВПЭНП, которая выполняет функцию активного наполнителя полимерной матрицы. Наличие такого "наполнителя" – причина появления значительных напряжений, следствием чего является повышение хрупкости материала, резкое снижение относительного удлинения (вплоть до 10 % от значений для первичного ПЭ), стойкости к растрескиванию, прочности при растяжении (10…15 МПа), эластичности, повышение жесткости.
В ПЭ при старении происходит не только накопление кислородосодержащих групп, в том числе ке-тонных, и низкомолекулярных продуктов, но и значительное снижение физико-механических характеристик, которые не восстанавливаются после вторичной переработки состаренной полиолефиновой пленки. Структурно-химические превращения в ВПЭНП происходят в основном в аморфной фазе. Это приводит к ослаблению межфазной границы в полимере, в результате чего материал теряет прочность, становится хрупким, ломким и подверженным дальнейшему старению как при повторной переработке в изделия, так и при эксплуатации таких изделий, которые характеризуются низкими физико-механическими показателями и сроком службы.
Для оценки оптимальных режимов переработки вторичного полиэтиленового сырья большое значение имеют его реологические характеристики. Для ВПЭНП характерна низкая текучесть при малых напряжениях сдвига, которая повышается при увеличении напряжения, причем рост текучести для ВПЭ больше, чем для первичного. Причиной этого является наличие геля во ВПЭНП, который значительно повышает энергию активации вязкого течения полимера. Текучесть можно регулировать, также изменяя температуру при переработке – с увеличением температуры текучесть расплава увеличивается.
Итак, на вторичную переработку поступает материал, предыстория которого оказывает весьма существенное влияние на его физико-механические и технологические свойства. В процессе вторичной переработки полимер подвергается дополнительным механохимическим и термоокислительным воздействиям, причем изменение его свойств зависит от кратности переработки.
При исследовании влияния кратности переработки на свойства получаемых изделий показано, что 3 – 5 кратная переработка оказывает незначительное влияние (гораздо меньше, чем первичная). Заметное снижение прочности начинается при 5 – 10 кратной переработке. В процессе повторных переработок ВПЭНП рекомендуется повышать температуру литья на 3…5 % или число оборотов шнека при экструзии на 4…6 % для разрушения образующегося геля. Необходимо отметить, что в процессе повторных переработок, особенно при воздействии кислорода воздуха, происходит снижение молекулярной массы полиолефинов, которое приводит к резвому повышению хрупкости материала. Многократная переработка другого полимера из класса полиолефинов – ПП приводит обычно к увеличению показателя текучести расплава (ПТР), хотя при этом прочностные характеристики материала не претерпевают значительных изменений. Поэтому отходы, образующиеся при изготовлении деталей из ПП, а также сами детали по окончании срока эксплуатации могут быть повторно использованы в смеси с исходным материалом для получения новых деталей.
Из всего сказанного выше следует, что вторичное ПО сырье следует подвергать модификации с целью улучшения качества и повышения срока службы изделий из него.
2.2.2 Технология переработки вторичного полиолефинового сырья в гранулят
Для превращения отходов термопластов в сырье, пригодное для последующей переработки в изделия, необходима его предварительная обработка. Выбор способа предварительной обработки зависит в основном от источника образования отходов и степени их загрязненности. Так, однородные отходы производства и переработки ПЭНП обычно перерабатывают на месте их образования, для чего требуется незначительная предварительная обработка – главным образом измельчение и грануляция.
Отходы в виде вышедших из употребления изделий требуют более основательной подготовки. Предварительная обработка отходов сельскохозяйственной ПЭ пленки, мешков из под удобрений, отходов из других компактных источников, а также смешанных отходов включает следующие этапы: сортировка (грубая) и идентификация (для смешанных отходов), измельчение, разделение смешанных отходов, мойка, сушка. После этого материал подвергают грануляции.
Предварительная сортировка предусматривает грубое разделение отходов по различным признакам: цвету, габаритам, форме и, если это нужно и возможно, – по видам пластмасс. Предварительную сортировку производят, как правило, вручную на столах или ленточных конвейерах; при сортировке одновременно удаляют из отходов различные посторонние предметы и включения.
Разделение смешанных (бытовых) отходов термопластов по видам проводят следующими основными способами: флотационным, разделением в тяжелых средах, аэросепарацией, электросепарацией, химическими методами и методами глубокого охлаждения. Наибольшее распространение получил метод флотации, который позволяет разделять смеси таких промышленных термопластов, как ПЭ, ПП, ПС и ПВХ. Разделение пластмасс производится при добавлении в воду поверхностно-активных веществ, которые избирательно изменяют их гидрофильные свойства.
В некоторых случаях эффективным способом разделения полимеров может оказаться растворение их в общем растворителе или в смеси растворителей. Обрабатывая раствор паром, выделяют ПВХ, ПС и смесь полиолефинов; чистота продуктов – не менее 96 %.
Методы флотации и разделения в тяжелых средах являются наиболее эффективными и экономически целесообразными из всех перечисленных выше.
Вышедшие из употребления ПО отходы с содержанием посторонних примесей не более 5 % со склада сырья поступают на узел сортировки отходов 1, в процессе которой из них удаляют случайные инородные включения и выбраковывают сильно загрязненные куски. Отходы, прошедшие сортировку, измельчают в ножевых дробилках 2 мокрого или сухого измельчения до получения рыхлой массы с размером частиц 2…9 мм.
Производительность измельчительного устройства определяется не только его конструкцией, числом и длиной ножей, частотой вращения ротора, но и видом отходов. Так, самая низкая производительность при переработке отходов пенопластов, которые занимают очень большой объем и которые трудно компактно загрузить. Более высокая производительность достигается при переработке отходов пленок, волокон, выдувных изделий.
Для всех ножевых дробилок характерной особенностью является повышенный шум, который связан со спецификой процесса измельчения вторичных полимерных материалов. Для снижения уровня шума измельчитель вместе с двигателем и вентилятором заключают в шумозащитный кожух, который может выполняться разъемным и иметь специальные окна с заслонками для загрузки измельчаемого материала.
Измельчение – очень важный этап подготовки отходов к переработке, так как степень измельчения определяет объемную плотность, сыпучесть и размеры частиц получаемого продукта. Регулирование степени измельчения позволяет механизировать процесс переработки, повысить качество материала за счет усреднения его технологических характеристик, сократить продолжительность других технологических операций, упростить конструкцию перерабатывающего оборудования.
Весьма перспективным способом измельчения является криогенный, который позволяет получать порошки из отходов со степенью дисперсности 0,5…2 мм. Использование порошковой технологии имеет ряд преимуществ: снижение продолжительности смешения; сокращение расхода энергии и затрат рабочего времени на текущее обслуживание смесителей; лучшее распределение компонентов в смеси; уменьшение деструкции макромолекул и др.
Из известных методов получения порошкообразных полимерных материалов, используемых в химической технологии, для измельчения отходов термопластов наиболее приемлемым является способ механического измельчения. Механическое измельчение можно осуществлять двумя путями: криогенным способом (измельчение в среде жидкого азота или другого хладоагетна и при обычных температурах в среде дезагломерирующих ингредиентов, которые являются менее энергоемкими.
Далее измельченные отходы подают на отмывку в моечную машину 3. Отмывку ведут в несколько приемов специальными моющими смесями. Отжатую в центрифуге 4 массу с влажностью 10…15 % подают на окончательное обезвоживание в сушильную установку 5, до остаточного содержания влаги 0,2 %, а затем в гранулятор 6 (рис. 1.1).
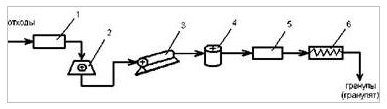
Рис. 1.1 Схема вторичной переработки полиолефинов в гранулы:
1 – узел сортировки отходов; 2 – дробилка; 3 – моечная машина; 4 – центрифуга; 5 – сушильная установка; 6 – гранулятор
Для сушки отходов применяют сушилки различных типов: полочные, ленточные, ковшевые, с "кипящим" слоем, вихревые и т.д.
За рубежом выпускают установки, в которых есть устройства и для мойки, и для сушки производительностью до 350…500 кг/ч. В такой установке измельченные отходы загружают в ванну, которую заполняют моющим раствором. Пленка перемешивается лопастной мешалкой, при этом грязь оседает на дно, а отмытая пленка всплывает. Обезвоживание и сушку пленки осуществляют на вибросите и в вихревом сепараторе. Остаточная влажность составляет менее 0,1 %.
Грануляция является заключительной стадией подготовки вторичного сырья для последующей переработки в изделия. Эта стадия особенно важна для ВПЭНП в связи с его низкой насыпной плотностью и трудностью транспортирования. В процессе гранулирования происходит уплотнение материала, облегчается его дальнейшая переработка, усредняются характеристики вторичного сырья, в результате чего получают материал, который можно перерабатывать на стандартном оборудовании.
Для пластикации измельченных и очищенных отходов ПО наиболее широкое применение нашли одночервячные экструдеры с длиной (25…30) D, оснащенные фильтром непрерывного действия и имеющие зону дегазации. На таких экструдерах довольно эффективно перерабатываются практически все виды вторичных термопластов при насыпной плотности измельченного материала в пределах 50…300 кг/м3. Однако для переработки загрязненных и смешанных отходов необходимы червячные прессы специальных конструкций, с короткими многозаходными червяками (длиной (3,5…5) D), имеющими цилиндрическую насадку в зоне выдавливания.
Основным блоком этой системы является экструдер с мощностью привода 90 кВт, диаметром шнека 253 мм и отношением L/D= 3,75. На выходе экструдера сконструирована гофрированная насадка диаметром 420 мм. Благодаря выделению тепла при трении и сдвиговым воздействиям на полимерный материал он плавится за короткий промежуток времени, причем обеспечивается быстрая гомогенизация
расплава. Изменяя зазор между конусной насадкой и кожухом, можно регулировать усилие сдвига и силу трения, изменяя при этом режим переработки. Поскольку плавление происходит очень быстро, термодеструкции полимера не наблюдается. Система снабжена узлом дегазации, что является необходимым условием при переработке вторичного полимерного сырья.
Вторичные гранулированные материалы получают в зависимости от последовательности процессов резки и охлаждения двумя способами: грануляцией на головке и подводным гранулированием. Выбор способа гранулирования зависит от свойств перерабатываемого термопласта и, особенно от вязкости его расплава и адгезии к металлу.
При грануляции на головке расплав полимера выдавливается через отверстие в виде цилиндрических жгутов, которые отрезаются скользящими по фильерной плите ножами. Полученные гранулы ножом отбрасываются от головки и охлаждаются. Резание и охлаждение можно производить в воздушной среде, в воде, либо резанием в воздушной среде, а охлаждение – в воде. Для ПО, которые имеют высокую адгезию к металлу и повышенную склонность к слипанию, в качестве охлаждающей среды применяют воду.
При использовании оборудования с большой единичной мощностью применяют так называемое подводное гранулирование. При этом способе расплав полимера выдавливается в виде стренг через отверстия фильерной плиты на головке сразу в воду и разрезается на гранулы вращающимися ножами. Температура охлаждающей воды поддерживается в пределах 50…70 °С, что способствует более интенсивному испарению остатков влаги с поверхности гранул; количество воды составляет 20…40 м3 на 1 т гранулята.
Чаще всего в головке грануляторов формуются стренги или ленты, которые гранулируются после охлаждения в водяной ванне. Диаметр получаемых гранул составляет 2…5 мм.
Охлаждение должно проводиться при оптимальном режиме, чтобы гранулы не деформировались, не слипались, и чтобы обеспечивалось удаление остатков влаги.
Существенное влияние на распределение гранул по размерам оказывает температура головки. Для обеспечения равномерной температуры расплава между экструдером и выходными отверстиями головки располагают решетки. Число выходных отверстий в головке – 20…300.
Производительность процесса гранулирования зависит от вида вторичного термопласта и его реологических характеристик.
Исследования гранулята ВПЭ свидетельствуют о том, что его вязкотекучие свойства практически не отличаются от свойств первичного ПЭ, т.е. его можно перерабатывать при тех же режимах экструзии и литья под давлением, что и первичный ПЭ. Однако получаемые изделия характеризуются низкими качеством и долговечностью.
Из гранулята получают упаковки для товаров бытовой химии, вешалки, детали строительного назначения, сельскохозяйственные орудия, поддоны для транспортировки грузов, вытяжные трубы, облицовку дренажных каналов, безнапорные трубы для мелиорации и другие изделия. Эти изделия получают из "чистого" вторичного сырья. Однако более перспективным является добавление вторичного сырья к первичному в количестве 20…30 %. Введение в полимерную композицию пластификаторов, стабилизаторов, наполнителей позволяет увеличить эту цифру до 40…50 %. Это повышает физико-механические характеристики изделий, однако их долговечность (при эксплуатации в жестких климатических условиях) составляет всего 0,6…0,75 от долговечности изделий из первичного полимера. Более эффективный путь – модификация вторичных полимеров, а также создание высоконаполненных вторичных полимерных материалов.
2.2.3 Способы модификации вторичных полиолефинов
Результаты исследования механизма процессов, протекающих при эксплуатации и переработке ПО и их количественное описание, позволяют сделать вывод о том, что получаемые из вторичного сырья полупродукты должны содержать не более 0,1…0,5 моля окисленных активных групп и иметь оптимальные молекулярную массу и ММР, а также обладать воспроизводимыми физико-механическими и технологическими показателями. Только в этом случае полупродукт можно использовать для производства изделий с гарантированным сроком службы взамен дефицитного первичного ПО сырья. Однако получаемый в настоящее время гранулят этим требованиям не удовлетворяет.
Надежным путем решения проблемы создания качественных полимерных материалов и изделий из вторичных ПО является модификация гранулята, цель которой – экранирование функциональных группи активных центров химическими или физико-химическими способами и создание однородного по структуре материала с воспроизводимыми свойствами.
Методы модификации вторичного ПО сырья можно разделить на химические (сшивание, введение различных добавок, главным образом органического происхождения, обработка кремнийорганическими жидкостями и др.) и физико-механические (наполнение минеральными и органическими наполнителями).
Например, максимальное содержание гель-фракции (до 80 %) и наиболее высокие физико-механические показатели сшитого ВПЭНП достигаются при введении 2…2,5 % пероксида дикумила на вальцах при 130 °С в течение 10 мин. Относительное удлинение при разрыве такого материала – 210 %, показатель текучести расплава составляет 0,1…0,3 г/10 мин. Степень сшивания уменьшается с повышением температуры и увеличением продолжительности вальцевания в результате протекания конкурирующего процесса деструкции. Это позволяет регулировать степень сшивания, физико-механические и технологические характеристики модифицированного материала.
Разработан метод формования изделий из ВПЭНП путем введения пероксида дикумила непосредственно в процессе переработки и получены опытные образцы труб и литьевых изделий, содержащих 70… 80 % гель-фракции.
Введение воска и эластопласта (до 5 масс. ч.) значительно улучшает перерабатываемость ВПЭ, повышает показатели физико-механических свойств (особенно относительное удлинение при разрыве и стойкость к растрескиванию – на 10 % и с 1 до 320 ч соответственно) и уменьшают их разброс, что свидетельствует о повышении однородности материала.
Модификация ВПЭНП малеиновым ангидридом в дисковом экструдере также приводит к повышению его прочности, теплостойкости, адгезионной способности и стойкости к фотостарению. При этом модифицирующий эффект достигается при меньшей концентрации модификатора и меньшей продолжительности процесса, чем при введении эластопласта.
Перспективным способом повышения качества полимерных материалов из вторичных ПО является термомеханическая обработка кремнийорганическими соединениями. Этот способ позволяет получать изделия из вторичного сырья с повышенными прочностью, эластичностью и стойкостью к старению. Механизм модификации заключается в образовании химических связей между силоксановыми группами кремнийорганической жидкости и непредельными связями и кислородосодержащими группами вторичных ПО.
Технологический процесс получения модифицированного материала включает следующие стадии: сортировка, дробление и отмывка отходов; обработка отходов кремнийорганической жидкостью при 90 ± 10 °С в течение 4…6 ч; сушка модифицированных отходов методом центрифугирования; перегрануляция модифицированных отходов.
Помимо твердофазного способа модификации предложен способ модификации ВПЭ в растворе, который позволяет получать порошок ВПЭНП с размером частиц не более 20 мкм. Этот порошок может быть использован для переработки в изделия методом ротационного формования и для нанесения покрытий методом электростатического напыления.
Большой научный и практический интерес представляет создание наполненных полимерных материалов на основе вторичного полиэтиленового сырья. Использование полимерных материалов из вторичного сырья, содержащих до 30 % наполнителя, позволит высвободить до 40 % первичного сырья и направить его на производство изделий, которые нельзя получать из вторичного (напорные трубы, упаковочные пленки, транспортная многооборотная тара и др.). Это в значительной степени сократит дефицит первичного полимерного сырья.
Для получения наполненных полимерных материалов из вторичного сырья можно использовать дисперсные и армирующие наполнители минерального и органического происхождения, а также наполнители, которые можно получать из полимерных отходов (измельченные отходы реактопластов и резиновая крошка). Наполнению можно подвергать практически все отходы термопластов, а также смешанные отходы, которые для этой цели использовать предпочтительней и с экономической точки зрения.
Например, целесообразность применения лигнина связана с наличием в нем фенольных соединений, способствующих стабилизации ВПЭН при эксплуатации; слюды – с получением изделий, обладающих низкой ползучестью, повышенной тепло- и атмосферостойкостью, а также характеризующихся небольшим износом перерабатывающего оборудования и низкой стоимостью. Каолин, ракушечник, сланцевая зола, угольные сферы и железо применяются как дешевые инертные наполнители.
При введении в ВПЭ мелкодисперсного фосфогипса, гранулированного в полиэтиленовом воске, получены композиции, имеющие повышенное удлинение при разрыве. Этот эффект можно объяснить пластифицирующим действием полиэтиленового воска. Так прочность при разрыве ВПЭ, наполненного фосфогипсом на 25 % выше, чем у ВПЭ, а модуль упругости при растяжении больше на 250 %.
Усиливающий эффект при введении во ВПЭ слюды связан с особенностями кристаллического строения наполнителя, высоким характеристическим отношением (отношением диаметра чешуйки к толщине), причем применение измельченного, порошкообразного ВПЭ позволило сохранить строение чешуек при минимальном разрушении.
Композиции, содержащие лигнин, сланцы, каолин, сферы, отходы сапропеля, обладают сравнительно невысокими физико-механическими показателями, зато они являются наиболее дешевыми и могут найти применение при производстве изделий строительного назначения.
2.3 ВТОРИЧНАЯ ПЕРЕРАБОТКА ПОЛИВИНИЛХЛОРИДА
В процессе переработки полимеры подвергаются воздействию высоких температур, сдвиговых напряжений и окислению, что приводит к изменению структуры материала, его технологических и эксплуатационных свойств. На изменение структуры материала решающее влияние оказывают термические и термоокислительные процессы.
ПВХ – один из наименее стабильных карбоцепных промышленных полимеров. Реакция деструкции ПВХ – дегидрохлорирование начинается уже при температурах выше 100 °С, а при 160 °С реакция протекает очень быстро. В результате термоокисления ПВХ происходят агрегативные и дезагрегативные процессы – сшивание и деструкция.
Деструкция ПВХ сопровождается изменением начальной окраски полимера из-за образования хромофорных группировок и существенным ухудшением физико-механических, диэлектрических и других эксплуатационных характеристик. В результате сшивания происходит превращение линейных макромолекул в разветвленные и, в конечном счете, в сшитые трехмерные структуры; при этом значительно ухудшаются растворимость полимера и его способность к переработке. В случае пластифицированного ПВХ сшивание уменьшает совместимость пластификатора с полимером, увеличивает миграцию пластификатора и необратимо ухудшает эксплуатационные свойства материалов.
Наряду с учетом влияния условий эксплуатации и кратности переработки вторичных полимерных материалов, необходимо оценить рациональное соотношение отходов и свежего сырья в композиции, предназначенной к переработке.
При экструзии изделий из смешанного сырья существует опасность брака из-за разной вязкости расплавов, поэтому предлагается экструдировать первичный и вторичный ПВХ на разных машинах, однако порошкообразный ПВХ практически всегда можно смешивать с вторичным полимером.
Важной характеристикой, определяющей принципиальную возможность вторичной переработки ПВХ отходов (допустимое время переработки, срок службы вторичного материала или изделия), а также необходимость дополнительного усиления стабилизирующей группы, является время термостабильности.
2.3.1 Методы подготовки отходов поливинилхлорида
Однородные производственные отходы, как правило, подвергаются вторичной переработке, причем в случаях, когда глубокому старению подвергаются лишь тонкие слои материала.
В некоторых случаях рекомендуется использовать абразивный инструмент для снятия деструктированного слоя с последующей переработкой материала в изделия, которые не уступают по свойствам изделиям, полученным из исходных материалов.
Для отделения полимера от металла (провода, кабели) используют пневматический способ. Обычно выделенный пластифицированный ПВХ может использоваться в качестве изоляции для проводов с низким напряжением или для изготовления изделий методом литья под давлением. Для удаления металлических и минеральных включений может быть использован опыт мукомольной промышленности, основанный на применении индукционного способа, метод разделения по магнитным свойствам. Для отделения алюминиевой фольги от термопласта используют нагрев в воде при 95…100 °С.
Предлагается негодные контейнеры с этикетками погружать в жидкий азот или кислород с температурой не выше –50 °С для придания этикеткам или адгезиву хрупкости, что позволит затем их легко измельчить и отделить однородный материал, например бумагу.
Энергетически экономичен способ сухой подготовки пластмассовых отходов с помощью компактора. Способ рекомендуется для переработки отходов искусственных кож (ИК), линолеумов из ПВХ и включает ряд технологических операций: измельчение, сепарацию текстильных волокон, пластикацию, гомогенизацию, уплотнение и грануляцию; можно также вводить добавки. Подкладочные волокна отделяются трижды – после первого ножевого дробления, после уплотнения и вторичного ножевого дробления. Получают формовочную массу, которую можно перерабатывать литьем под давлением, содержащую еще волокнистые компоненты, которые не мешают переработке, а служат наполнителем, усиливающим материал.
2.3.2 Методы переработки отходов поливинилхлоридных пластиков
Литье под давлением
Основными видами отходов на основе ненаполненных ПВХ являются нежелатинизированный пластизоль, технологические отходы и бракованные изделия. На предприятиях легкой промышленности России действует следующая технология переработки отходов пластизоля методами литья под давлением.
Установлено, что изделия из вторичных ПВХ-материалов удовлетворительного качества можно получить по пластизольной технологии. Процесс включает измельчение отходов пленок и листов, приготовление пасты ПВХ в пластикаторе, формование нового изделия методом литья.
Нежелатинизированный пластизоль при очистке дозатора, смесителя собирали в емкости, подвергали желатинизации, далее смешивали с технологическими отходами и бракованными изделиями на вальцах, полученные листы подвергали переработке на измельчителях роторного типа. Полученную таким образом пластизольную крошку перерабатывали методом литья под давлением. Пластизольная крошка в количестве 10…50 масс. ч может быть использована в композиции с каучуком для получения резиновых смесей, причем это позволяет исключить из рецептур мягчители.
Для переработки отходов методом литья под давлением, как правило, применяют машины, работающие по типу интрузии, с постоянно вращающимся шнеком, конструкция которого обеспечивает самопроизвольный захват и гомогенизацию отходов.
Одним из перспективных методов использования отходов ПВХ является многокомпонентное литье. При таком способе переработки изделие имеет наружный и внутренний слои из различных материалов. Наружный слой – это, как правило, товарные пластмассы высокого качества, стабилизированные, окрашенные, имеющие хороший внешний вид. Внутренний слой – вторичное поливинилхлоридное сырье. Переработка термопластов данным методом позволяет значительно экономить дефицитное первичное сырье, сокращая его потребление более чем в два раза.
Экструзия
В настоящее время одним из наиболее эффективных способов переработки отходов полимерных материалов на основе ПВХ с целью их утилизации является метод упруго-деформационного диспергирования, основанный на явлении множественного разрушения в условиях комбинированного воздействия на материал высокого давления и сдвиговой деформации при повышенной температуре.
Упруго-деформационное диспергирование предварительно грубодробленных материалов с размером частиц 103 мкм проводится в одношнековом роторном диспергаторе. Использованные отходы пластифицированных дублированных пленочных материалов на различной основе (линолеум на полиэфирной тканевой основе, пеноплен на бумажной основе, искусственная кожа на х/б тканевой основе) перерабатываются в дисперсный однородный вторичный материал, представляющий смесь ПВХ-пластиков с измельченной основой с наиболее вероятным размером частиц 320…615 мкм, преимущественно асимметричной формы, с высокой удельной поверхностью (2,8…4,1 м2/г). Оптимальные условия диспергирования, при которых образуется наиболее высокодисперсный продукт – температура по зонам диспергатора 130…150…70 °С; степень загрузки не более 60 %; минимальная скорость вращения шнека 35 об/мин. Повышение температуры переработки ПВХ материалов приводит к нежелательной интенсификации деструкционных процессов в полимере, выражающееся в потемнении продукта. Повышение степени загрузки и скорости вращения шнека ухудшает дисперсность материала.
Переработку отходов безосновных пластифицированных ПВХ-материалов (сельхозпленка, изоляционная пленка, ПВХ-шланги) методом упруго-деформационного диспергирования с получением качественного высокодисперсного вторичного материала можно проводить без технологических затруднений при более широком варьировании режимов диспергирования. Образуется более тонкодисперсный продукт с размером частиц 240…335 мкм, преимущественно сферической формы.
Упруго-деформационное воздействие при диспергировании жестких ПВХ-материалов (ударопрочный материал для бутылок под минеральную воду, сантехнические ПВХ-трубы и др.) необходимо проводить при более высоких температурах (170…180…70 °С), степени загрузки не более 40 % и минимальной скорости вращения шнека 35 об/мин. При отклонении от заданных режимов диспергирования наблюдаются технологические затруднения и ухудшение качества получаемого вторичного продукта по дисперсности.
В процессе переработки отходов ПВХ-материалов одновременно с диспергированием можно осуществлять модификацию полимерного материала путем введения в исходное сырье 1…3 масс. ч металлсодержащих термостабилизаторов и 10…30 масс. ч пластификаторов. Это приводит к повышению запаса термостабильности при использовании стеаратов металлов на 15…50 мин и улучшению показателя текучести расплава, переработанного совместно со сложноэфирными пластификаторами материала на 20…35 %, а также улучшению технологичности процесса диспергирования.
Получаемые вторичные ПВХ-материалы, благодаря высокой дисперсности и развитой поверхности частиц обладают поверхностной активностью. Это свойство образующихся порошков предопределило их весьма хорошую совместимость с другими материалами, что позволяет использовать их для замены (до 45 % масс.) исходного сырья при получении тех же или новых полимерных материалов.
Для переработки отходов ПВХ могут быть также использованы двухшнековые экструдеры. В них достигается прекрасная гомогенизация смеси, а процесс пластикации осуществляется в более мягких условиях. Так как двухшнековые экструдеры работают по принципу вытеснения, то время пребывания полимера в них при температуре пластикации четко определено и его задержка в зоне высоких температур исключается. Это предотвращает перегрев и термодеструкцию материала. Равномерность прохождения полимера по цилиндру обеспечивает хорошие условия для дегазации в зоне пониженного давления, что позволяет удалять влагу, продукты деструкции и окисления и другие летучие, как правило, содержащиеся в отходах.
Для переработки полимерных комбинированных материалов, в том числе ИК, отходов кабельной изоляции, термопластичных покрытий на бумажной основе и других могут быть использованы способы, основанные на комбинации экструзионной подготовки и формования методом прессования. Для реализации этого метода предлагается агрегат, состоящий из двух машин, впрыск каждой из которых 10 кг. Доля присутствующих в отходах специально введенных в них неполимерных материалов может составлять до 25 %, причем даже содержание меди может достигать 10 %.
Также применяется метод совместной экструзии свежего термопласта, образующего пристенные слои, и полимерных отходов, составляющих внутренний слой, в результате может быть получено трехслойное изделие (например, пленка). Другой метод – раздувное формование предложен в [15]. В разработанной конструкции экструзионно-раздувной установки в качестве генератора расплава предусмотрен червячно-дисковый экструдер с раздувным приводом. Экструзией с раздувом из смеси первичного и вторичного ПВХ изготавливают бутыли, емкости и другие полые изделия.
Каландрование
Примером переработки отходов методом каландрования может служить так называемый процесс "Регал", заключающийся в каландровании материала и получении плит и листов, которые применяются для производства тары и мебели. Удобство такого процесса для переработки отходов различного состава заключается в легкости его регулировки путем изменения зазора между валками каландра для достижения хорошего сдвигового и диспергирующего воздействия на материал. Хорошая пластикация и гомогенизация материала при переработке обеспечивает получение изделий с достаточно высокими прочностными показателями. Способ экономически выгоден для термопластов, пластицируемых при относительно низких температурах, в основном, это мягкий ПВХ.
Для подготовки отходов ИК и ленолеума разработан агрегат, состоящий из ножевой дробилки, смесительного барабана и трехвалковых рафинировочных вальцев. Компоненты смеси в результате большой фрикции, высокого прессующего давления и перемешивания между вращающимися поверхностями еще больше измельчаются, пластицируются и гомогенизируются. Уже за один проход через машину материал приобретает достаточно хорошее качество.
Прессование
Одним из традиционных методов переработки отходов полимерных материалов является прессование, в частности, наиболее распространенным может быть назван метод "Регал-Конвертер". Помол отходов равномерной толщины на транспортной ленте подают в печь и расплавляют. Пластицированная таким образом масса затем спрессовывается. Предложенным методом перерабатывают смеси пластмасс с содержанием посторонних веществ более 50 %.
Существует непрерывный способ переработки отходов синтетических ковров и ИК. Суть его в следующем: размолотые отходы подают в смеситель, куда добавляют 10 % связующего материала, пигменты, наполнители (для усиления). Из этой смеси прессуют пластины в двухленточном прессе. Пластины имеют толщину 8…50 мм при плотности около 650 кг/м3. Благодаря пористости пластины обладают тепло- и звукоизоляционными свойствами. Они находят применение в машиностроении и в автомобильной промышленности в качестве конструкционных элементов. При одно- или двухстороннем кашировании эти пластины можно использовать в мебельной промышленности. В США процесс прессования используется для изготовления тяжеловесных пластин.
Также применяется другой технологический способ, основанный на вспенивании в форме. Разработанные варианты отличаются методами введения порообразователей во вторичное сырье и подводом теплоты. Порообразователи могут быть введены в закрытом смесителе или экструдере. Однако производительнее метод формового вспенивания, когда процесс порообразования проводят в прессе.
Существенным недостатком метода прессового спекания полимерных отходов является слабое перемешивание компонентов смеси, что приводит к снижению механических показателей получаемых материалов.
Проблема регенерации отходов ПВХ-пластиков в настоящее время интенсивно разрабатывается, однако имеется немало трудностей, связанных прежде всего с наличием наполнителя. Некоторые разработчики пошли по пути выделения полимера из композита с последующим его использованием. Однако зачастую эти технологические варианты неэкономичны, трудоемки и пригодны для узкого ассортимента материалов.
Известные способы прямого термоформования либо требуют высоких дополнительных затрат (подготовительные операции, добавка первичного полимера, пластификаторов, использование специального оборудования), либо не позволяют перерабатывать высоконаполненные отходы, в частности, ПВХ-пластиков.
2.4 УТИЛИЗАЦИЯ ОТХОДОВ ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
Отходы полистирола накапливаются в виде вышедших из употребления изделий из ПС и его сополимеров (хлебницы, вазы, сырницы, различная посуда, решетки, банки, вешалки, облицовочные листы, детали торгового и лабораторного оборудования и т.д.), а также в виде промышленных (технологических) отходов ПС общего назначения, ударопрочного ПС (УПС) и его сополимеров.
Вторичное использование полистирольных пластиков может идти по следующим путям:
-
утилизация сильно загрязненных промышленных отходов;
-
утилизация технологических отходов УПС и АБС-пластика методами литья под давлением, эктрузии и прессования;
-
утилизация изношенных изделий;
-
утилизация отходов пенополистирола (ППС);
-
утилизация смешанных отходов.
Сильно загрязненные промышленные отходы образуются в производстве ПС и полистирольных пластиков при чистке реакторов, экструдеров и технологических линий в виде кусков различной величины и формы. Эти отходы вследствие загрязненности, неоднородности и низкого качества в основном уничтожают путем сжигания. Возможна их утилизация деструкцией, с использованием получаемых жидких продуктов в качестве топлива.
Возможность присоединения к бензольному кольцу полистирола ионогенных групп позволяет получать на его основе иониты. Растворимость полимера в процессе переработки и эксплуатации также не меняется. Поэтому для получения механически прочных ионитов можно применять технологические отходы и изношенные полистирольные изделия, молекулярную массу которых путем термической деструкции доводят до значений, которые требуются по условиям синтеза ионитов (40…50 тыс.). Последующее хлорметилирование полученных продуктов приводит к получению соединений, растворимых в воде, что свидетельствует о возможности использования вторичного полистирольного сырья для получения растворимых полиэлектролитов.
Технологические отходы ПС (так же, как и ПО) по своим физико-механическим и технологическим свойствам не отличаются от первичного сырья. Эти отходы являются возвратными и в основном используются на тех предприятиях, где они образуются. Их можно добавлять к первичному ПС или использовать в качестве самостоятельного сырья при производстве различных изделий.
Значительное количество технологических отходов (до 50 %) образуется в процессе переработки полистирольных пластиков литьем под давлением, экструзией и вакуум-формованием, возврат которых в технологические процессы переработки позволяет значительно повысить эффективность использования полимерных материалов и создавать безотходные производства в промышленности переработки пластмасс.
АБС-пластики широко применяются в автомобилестроении для изготовления крупных деталей автомобилей, при производстве сантехнического оборудования, труб, товаров народного потребления и т.д.
В связи с увеличением потребления стирольных пластиков растет и количество отходов, использование которых является экономически и экологически целесообразным с учетом возрастания стоимости сырья и уменьшения его ресурсов. Во многих случаях вторичное сырье можно использовать для замены первичных материалов.
Установлено, что при неоднократной переработке АБС полимера в нем протекают два конкурирующих процесса: с одной стороны, частичная деструкция макромолекул, с другой – частичная межмолекулярная сшивка, возрастающие по мере увеличения числа циклов переработки.
При выборе способа переработки экструзионного АБС доказана принципиальная возможность формования изделий методами прямого прессования, экструзии, литья под давлением.
Эффективной технологической стадией переработки отходов АБС является сушка полимера, позволяющая довести содержание влаги в нем до уровня, не превышающего 0,1 %. В этом случая устраняется образование таких дефектов в материале, возникающих от избытка влаги, как чешуйчатая поверхность, серебристость, расслаивание изделий по толщине; от предварительной сушки свойства материала улучшаются на 20…40 %.
Однако способ прямого прессования оказывается малопроизводительным, а экструзия полимера затрудняется из-за его высокой вязкости.
Перспективной представляется переработка технологических отходов АБС полимера методом литья под давлением. При этом для улучшения текучести полимера необходимо вводить технологические добавки. Добавка к полимеру облегчает процесс переработки АБС полимера, так как приводит к увеличению подвижности макромолекул, гибкости полимера и снижению его вязкости.
Полученные по такому способу изделия по своим эксплутационным показателям не уступают изделиям из первичного полимера, а порой даже превосходят их.
Бракованные и изношенные изделия можно утилизировать измельчением с последующим формованием полученной крошки в смеси с первичными материалами или в качестве самостоятельного сырья.
Значительно более сложная ситуация наблюдается в области утилизации изношенных изделий из ПС, в том числе вспененных пластиков. За рубежом основными путями их утилизации являются пиролиз, сжигание, фото- или биоразложение, захоронение. Амортизованные изделия культурно-бытового назначения, а также промышленности полимерных, строительных, теплоизоляционных материалов и других можно подвергать повторной переработке в изделия. В основном это касается изделий из ударопрочного ПС.
Блочный ПС необходимо перед повторной переработкой совмещать с ударопрочным ПС (в соотношении 70:30), модифицировать другими способами или подвергать вторичной переработке его сополимера с акрилонитрилом, метилметакрилатом (МС) или тройные сополимеры с МС и акрилонитрилом (МСН). Сополимеры МС и МСН отличаются более высокой стойкостью к атмосферному старению (по сравнению с ударопрочными композициями), что имеет большое значение при последующей переработке. Вторичный ПС можно добавлять к ПЭ.
Для превращения отходов полистирольных пленок во вторичное полимерное сырье их подвергают агломерированию в роторных агломераторах. Низкое значение ударной вязкости ПС обусловливает быстрое измельчение (по сравнению с другими термопластами). Однако высокая адгезионная способность ПС приводит, во-первых, к слипанию частиц материала и образованию крупных агрегатов до того (80 °С), как материал становится пластичным (130 °С),и, во-вторых, к прилипанию материала к перерабатывающему оборудованию. Это значительно затрудняет агломерирование ПС по сравнению с ПЭ, ПП и ПВХ.
Отходы ППС можно растворять в стироле, а затем полимеризовать в смеси, содержащей измельченный каучук и другие добавки. Полученные таким способом сополимеры характеризуются достаточно высокой ударной прочностью.
В настоящее время перед перерабатывающей промышленностью стоит проблема переработки смешанных отходов пластмасс. Технология переработки смешанных отходов включает сортировку, помол, промывку, сушку и гомогенизацию. Полученный из смешанных отходов вторичный ПС обладает высокими физико-механическими показателями, его можно в расплавленном состоянии добавлять в асфальт и битум. При этом снижается их стоимость, и прочностные характеристики возрастают примерно на 20 %.
Для повышения качества вторичного полистирольного сырья проводят его модификацию. Для этого необходимы исследования его свойств в процессе термостарения и эксплуатации. Старение ПС пластиков имеет свою специфику, которая наглядно проявляется особенно для ударопрочных материалов, которые помимо ПС содержат каучуки.
При термообработке материалов из ПС (при 100…200 °С) его окисление идет через образование гидропероксидных групп, концентрация которых в начальной стадии окисления быстро растет, с последующим образованием карбонильных и гидроксильных групп.
Гидропероксидные группы инициируют процессы фотоокисления, протекающие при эксплуатации изделий из ПС в условиях воздействия солнечной радиации. Фотодеструкция инициируется также ненасыщенными группами, содержащимися в каучуке. Следствием комбинированного влияния гидропе-роксидных и ненасыщенных групп на ранних стадиях окисления и карбонильных групп на более поздних стадиях является меньшая стойкость к фотоокислительной деструкции изделий из ПС по сравнению с ПО. Наличие ненасыщенных связей в каучуковой составляющей УПС при его нагревании приводит к автоускорению процесса деструкции.
При фотостарении ПС, модифицированного каучуком, разрыв цепи преобладает над образованием поперечных связей, особенно при большом содержании двойных связей, что оказывает значительное влияние на морфологию полимера, его физико-механические и реологические свойства.
Все эти факторы необходимо учитывать при повторной переработке изделий из ПС и УПС.
2.5 ПЕРЕРАБОТКА ОТХОДОВ ПОЛИАМИДОВ
Значительное место среди твердых полимерных отходов занимают отходы полиамидов образующиеся в основном при производстве и переработке в изделия волокон (капрон и амид), а также вышедшие из употребления изделия. Количество отходов при производстве и переработке волокна достигает 15 % (из них при производстве – 11…13 %). Так как ПА дорогостоящий материал, обладающий рядом ценных химических и физико-механических свойств рациональное использование его отходов приобретает особую важность.
Многообразие видов вторичного ПА требует создания специальных методов переработки и в то же время открывает широкие возможности для их выбора.
Наиболее стабильными показателями обладают отходы ПА-6,6, что является предпосылкой создания универсальных методов их переработки. Ряд отходов (обрезиненный корд, обрезь, изношенные чулочно-носочные изделия) содержит неполиамидные составляющие и требует специального подхода при переработке. Изношенные изделия загрязнены, причем количество и состав загрязнений определяется условиями эксплуатации изделий, организацией их сбора, хранения и транспортирования.
Основными направлениями переработки и использования отходов ПА можно назвать измельчение, термоформование из расплава, деполимеризацию, переосаждение из раствора, различные методы модификации и текстильную обработку с получением материалов волокнистой структуры. Возможность, целесообразность и эффективность применения тех или иных отходов обусловлены, в первую очередь, их физико-химическими свойствами.
Большое значение имеет молекулярная масса отходов, которая влияет на прочность регенерированных материалов и изделий, а также на технологические свойства вторичного ПА. Значительное влияние на прочность, термостабильность и условия переработки оказывает содержание низкомолекулярных соединений в ПА-6. Наиболее термостабильным в условиях переработки является ПА-6,6.
Для выбора методов и режимов переработки, а также направлений использования отходов важным является изучение термического поведения вторичного ПА. При этом значительную роль могут играть структурно-химические особенности материала и его предыстория.
2.5.1 Методы переработки отходов ПА
Существующие способы переработки отходов ПА можно отнести к двум основным группам: механические, не связанные с химическими превращениями, и физико-химические. Механические способы включают измельчение и различные приемы и методы, использующиеся в текстильной промышленности для получения изделий с волокнистой структурой.
Механической переработке могут быть подвергнуты слитки, некондиционная лента, литьевые отходы, частично вытянутые и невытянутые волокна.
Измельчение является не только операцией, сопровождающей большинство технологических процессов, но и самостоятельным методом переработки отходов. Измельчение позволяет получить порошкообразные материалы и крошку для литья под давлением из слитков, ленты, щетины. Характерно, что при измельчении физико-химические свойства исходного сырья практически не изменяются. Для получения порошкообразных продуктов применяют, в частности, процессы криогенного измельчения.
Отходы волокон и щетины используют для производства рыболовной лесы, мочалок, сумочек и др., однако при этом требуются значительные затраты ручного труда.
Из механических методов переработки отходов наиболее перспективными, получившими широкое распространение следует считать производство нетканых материалов, напольных покрытий и штапельных тканей. Особую ценность для этих целей представляют отходы полиамидных волокон, которые легко перерабатываются и окрашиваются.
Физико-химические методы переработки отходов ПА могут быть классифицированы следующим образом:
-
деполимеризация отходов с целью получения мономеров, пригодных для производства волокна и олигомеров с последующим их использованием в производстве клеев, лаков и других продуктов;
-
повторное плавление отходов для получения гранулята, агломерата и изделий экструзией и литьем под давлением;
-
переосаждение из растворов с получением порошков для нанесения покрытий;
-
получение композиционных материалов;
-
химическая модификация для производства материалов с новыми свойствами (получение лаков, клеев и т.д.).
Деполимеризация широко применяется в промышленности для получения высококачественных мономеров из незагрязненных технологических отходов.
Деполимеризацию проводят в присутствии катализаторов, которыми могут быть нейтральные, основные или кислые соединения.
Широкое распространение в нашей стране и за рубежом получил метод повторного плавления отходов ПА, которое проводят в основном в вертикальных аппаратах в течение 2–3 ч и в экструзионных установках. При длительном термическом воздействии удельная вязкость раствора ПА-6 в серной кислоте снижается на 0,4…0,7 %, а содержание низкомолекулярных соединений возрастает с 1,5 до 5–6 %. Плавление в среде перегретого пара, увлажнение и плавление в вакууме улучшают свойства регенерированного полимера, однако не решают проблемы получения достаточно высокомолекулярных продуктов.
В процессе переработки экструзией ПА окисляется значительно меньше, чем при длительном плавлении, что способствует сохранению высоких физико-механических показателей материала. Повышение влагосодержания исходного сырья (для снижения степени окисления) приводит к некоторой деструкции ПА.
Получение порошков из отходов ПА путем переосаждения из растворов представляет собой способ очистки полимеров, получения их в виде, удобном для дальнейшей переработки. Порошки могут применяться, например, для чистки посуды, как компонент косметических средств и др.
Широко распространенным методов регулирования механических свойств ПА является наполнение их волокнистыми материалами (стекловолокном, асбестовым волокном и т.п.).
Примером высокоэффективного использования отходов ПА является создание на их основе материала АТМ-2, обладающего высокими прочностью, износостойкостью, стабильностью размеров.
Перспективным направлением улучшения физико-механических и эксплуатационных свойств изделий из вторичного ПКА является физическое модифицирование формованных деталей путем их объемно-поверхностной обработки. Объемно-поверхностная обработка образцов из вторичного ПКА, наполненного каолином и пластифицированного сланцевым мягчителем в нагретом глицерине приводит к росту ударной вязкости на 18 %, разрушающего напряжения при изгибе на 42,5 %, что может быть объяснено формованием более совершенной структуры материала и снятием остаточных напряжений.
2.5.2 Технологические процессы повторной переработки отходов ПА
Основными процессами, используемыми для регенерации вторичного полимерного сырья из отходов ПА, являются:
-
регенерация ПА путем экструзии изношенных капроновых сетематериалов и технологических отходов с получением гранулированных продуктов, пригодных для переработки в изделия методом литья под давлением;
-
регенерация ПА из изношенных изделий и технологических отходов капрона, содержащих волокнистые примеси (не полиамиды), путем растворения, фильтрации раствора и последующего осаждения ПА в виде порошкообразного продукта.
Технологические процессы переработки изношенных изделий отличаются от переработки технологических отходов наличием стадии предварительной подготовки, включающей разборку сырья, его отмывку, промывку, отжим и сушку вторичного сырья. Предварительно подготовленные изношенные изделия и технологические отходы поступают на измельчение, после чего направляются в экструдер для грануляции.
Вторичное волокнистое полиамидное сырье, содержащее неполиамидные материалы, обрабатывают в реакторе при комнатной температуре водным раствором соляной кислоты, фильтруют для удаления неполиамидных включений. Порошкообразный полиамид осаждают водным раствором метанола. Осажденный продукт измельчают и полученный порошок рассеивают.
В настоящее время в нашей стране технологические отходы, образующиеся в производстве капронового волокна достаточно эффективно используются для производства нетканых материалов, напольных покрытий и гранулята для литья и экструзии. Основной причиной недостаточного использования вышедших из строя изделий из ПА из компактных источников является отсутствие высокоэффективного оборудования для их первичной обработки и переработки.
Разработка и промышленное внедрение процессов переработки изношенных изделий из капронового волокна (чулочно-носочных, сетеснастных материалов и др.) во вторичные материалы позволит достичь экономии значительного количества исходного сырья и направить его в наиболее эффективные области применения.
2.6 ВТОРИЧНАЯ ПЕРЕРАБОТКА ОТХОДОВ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА
Переработка лавсановых волокон и изношенных изделий из ПЭТФ аналогична вторичной переработке полиамидных отходов, поэтому в данном разделе рассмотрим вторичную переработку ПЭТФ бутылок.
За более чем 10 лет массового потребления в России напитков в упаковке из ПЭТФ на полигонах твердых бытовых отходов накопилось по некоторым оценкам более 2 млн. т использованной пластиковой тары, являющейся ценным химическим сырьем.
Взрывной рост производства бутылочных преформ, повышение мировых цен на нефть и, соответственно, на первичный ПЭТФ, повлияли на активное формирование в России в 2000 г. рынка по переработке использованных ПЭТФ бутылок.
Существует несколько методов переработки использованных бутылок. Одной из интересных методик является глубокая химическая переработка вторичного ПЭТФ с получением диметилтерефталата в процессе метанолиза или терефталевой кислоты и этиленгликоля в ряде гидролитических процессов. Однако такие способы переработки имеют существенный недостаток – дороговизна процесса деполимеризации. Поэтому в настоящее время чаще применяются довольно известные и распространенные механохимические способы переработки, в процессе которых конечные изделия формируются из расплава полимера. Разработан значительный ассортиментный ряд изделий, получаемых из вторичного бутылочного полиэтилентерефталата. Основным крупнотоннажным производством является получение лавсановых волокон (в основном штапельных), производство синтепонов и нетканых материалов. Большой сегмент рынка занимает экструзия листов для термоформования на экструдерах с листовальными головками, и, наконец, наиболее перспективным способом переработки повсеместно признано получение гранулята, пригодного для контакта с пищевыми продуктами, т.е. получение материала для повторной отливки преформ.
Бутылочный полупродукт может быть использован в технических целях: в процессе переработки в изделия вторичный ПЭТФ можно добавлять в первичный материал; компаундирование – вторичный ПЭТФ можно сплавлять с другими пластиками (например, с поликарбонатом, с ВПЭ) и наполнять волокнами для производства деталей технического назначения; получение красителей (суперконцентратов) для производства окрашенных пластиковых изделий.
Также очищенные ПЭТФ хлопья можно непосредственно использовать для изготовления широкого ассортимента товаров: текстильного волокна; набивочных и штапельных волокон – синтепона (утеплитель для зимних курток, спальных мешков и др.); кровельных материалов; пленок и листов (окрашенных, металлизированных); упаковки (коробки для яиц и фруктов, упаковка для игрушек, спортивных товаров и т.д.); литьевых изделий конструкционного назначения для автомобильной промышленности; деталей осветительных и бытовых приборов и др.
В любом случае исходным сырьем для деполимеризации или переработки в изделия являются не бутылочные отходы, которые могли пролежать какое-то время на свалке, и представляющие собой бесформенные сильно загрязненные объекты, а чистые хлопья ПЭТФ.
Рассмотрим процесс переработки бутылок в чистые хлопья пластика.
По возможности бутылки должны уже собираться в отсортированном виде, не смешиваясь с другими пластиками и загрязняющими объектами. Оптимальным объектом для переработки является спрессованная кипа из бесцветных ПЭТФ бутылок (окрашенные бутылки должны быть отсортированы и переработаны отдельно). Бутылки необходимо хранить в сухом месте. Пластиковые мешки с ПЭТФ бутылками навалом опорожняют в загрузочный бункер. Далее бутылки поступают в бункер-питатель. Питатель кип используется одновременно и как бункер хранения с системой равномерной подачи, и как разбиватель кип. Транспортер, расположенный на полу бункера, продвигает кипу к трем вращающимся шнекам, разбивающим агломераты на отдельные бутылки и подающим их на разгрузочный конвейер. Здесь необходимо разделять бутылки из окрашенного и неокрашенного ПЭТФ, а также удалять посторонние объекты, такие как резина, стекло, бумага, металл, другие типы пластиков.
В однороторной дробилке, оборудованной гидравлическим толкателем, ПЭТФ бутылки измельчаются, образуя крупные фракции размером до 40 мм.
Измельченный материал проходит через воздушный вертикальный классификатор. Тяжелые частицы (ПЭТФ) падают против воздушного потока на экран вибросепаратора. Легкие частицы (этикетки, пленка, пыль и т.д.) уносятся вверх потоком воздуха и собираются в специальном пылесборнике под циклоном. На виброэкране сепаратора частицы разделяются на две фракции: крупные частицы ПЭТФ "перетекают" через экран, а мелкие частицы (в основном тяжелые фракции загрязнений), проходят вовнутрь экрана и собираются в емкости под сепаратором.
Флотационный танк используется для сепарации материалов с разными относительными плотностями. Частицы ПЭТФ опускаются на наклонное дно, и шнек непрерывно выгружает ПЭТФ на водоот-делительный экран.
Экран служит одновременно как для отделения воды, нагнетаемой вместе с ПЭТФ из флотатора, так и для отделения тонких фракций загрязнений.
Предварительно раздробленный материал эффективно отмывается в наклонном двухступенчатом вращающемся барабане с перфорированными стенками.
Сушка хлопьев происходит во вращающемся барабане, изготовленном из перфорированного листа. Материал перевертывается в потоках горячего воздуха. Воздух нагревается электрическими нагревателями.
Далее хлопья попадают во вторую дробилку. На этой стадии крупные частицы ПЭТФ измельчаются в хлопья, размер которых составляет приблизительно 10 мм. Необходимо отметить, что идея переработки состоит в том, что материал не измельчается в хлопья товарного продукта на первой стадии измельчения. Такое ведение процесса позволяет избежать потерь материала в системе, достичь оптимального отделения этикеток, улучшить моющий эффект и уменьшить износ ножей во второй дробилке, так как стекло, песок и прочие абразивные материалы удаляются до стадии вторичного измельчения.
Конечный процесс аналогичен процессу первичной воздушной классификации. Остатки этикеток и пыль ПЭТФ удаляются с воздушным потоком. Конечный продукт – чистые ПЭТФ хлопья засыпаются в бочки.
Таким образом, можно решить серьезный вопрос утилизации вторичной пластиковой тары с получением продукта.
Перспективным способом вторичной переработки ПЭТФ является производство бутылок из бутылок.
Главными стадиями классического процесса рецайклинга для реализации схемы "бутылка к бутылке" являются: сбор и сотрировка вторичного сырья; пакетирование вторичного сырья; измельчение и промывка; выделение дробленки; экструзия с получением гранул; обработка гранул в шнековом аппарате с целью увеличения вязкости продукта и обеспечения стерилизации продукта для возможности прямого контакта с пищевыми продуктами. Но для реализации этого процесса необходимы серьезные капитальные вложения, так как невозможно проведение данного процесса на стандартном оборудовании.
2.7 СЖИГАНИЕ
Сжигать целесообразно только некоторые типы пластмасс, потерявших свои свойства, для получения тепловой энергии. Например, тепловая электростанция в г. Вульвергемтоне (Великобритания) впервые в мире работает не на газе и не на мазуте, а на старых автомобильных покрышках. Осуществить этот уникальный проект, позволяющий обеспечить электроэнергией 25 тыс. жилых домов, помогло английское Управление по утилизации неископаемых видов топлива.
Сжигание некоторых видов полимеров сопровождается образованием токсичных газов: хлорида водорода, оксидов азота, аммиака, цианистых соединений и др., что вызывает необходимость мероприятий по защите атмосферного воздуха. Кроме того, экономическая эффективность этого процесса является наименьшей по сравнению с другими процессами утилизации пластмассовых отходов. Тем не менее, сравнительная простота организации сжигания определяет довольно широкое его распространение на практике.
2.8 ПЕРЕРАБОТКА ОТХОДОВ РТИ
Согласно новейшей статистике в Западной Европе ежегодно образуется около 2 млн. т изношенных шин, в России – приблизительно 1 млн. т шин и такое же количество старой резины дают резиновые технические изделия (РТИ). На предприятиях по производству шин и РТИ образуется много отходов, немалая доля которых повторно не используется, например отработанные бутиловые диафрагмы на шинных заводах, этиленпропиленовые отходы и т.п.
Ввиду большого количества старой резины по-прежнему доминирующее положение в утилизации занимает сжигание, в то время как материальная утилизация до сих пор составляет незначительную долю, несмотря на актуальность именно этой утилизации для улучшения экологии и сохранения сырьевых ресурсов. Материальная утилизация не получила широкого использования из-за больших энергозатрат и высокой стоимости получения тонкодисперсных резиновых порошков и регенератов.
Без экономического регулирования со стороны государства утилизация шин пока остается убыточной. В Российской Федерации отсутствует система сбора, депонирования и переработки изношенных шин и РТИ. Не разработаны методы правового и экономического регулирования и стимулирования решения этой проблемы. В большей части изношенные шины скапливаются на территориях автопарков или вывозятся в леса и карьеры. В настоящее время значительные количества ежегодно образующихся изношенных шин являются большой экологической проблемой для всех регионов страны.
Как показывает практика, на региональном уровне эту задачу решить очень трудно. В России должна быть разработана и внедрена Федеральная программа по утилизации шин и РТИ. В Программе необходимо заложить правовые и экономические механизмы, обеспечивающие движение изношенных шин по предлагаемой схеме.
В качестве экономического механизма работы системы по утилизации шин в нашей стране обсуждаются два принципиальных подхода:
-
за утилизацию шин платит непосредственно их владелец –"загрязнитель платит";
-
за утилизацию шин платит изготовитель или импортер шин – "производитель платит".
Принцип "загрязнитель платит" частично реализуется в таких регионах, как Татарстан, Москва, Санкт-Петербург и др. Реально оценивая уровень экологического и экономического нигилизма наших сограждан, успешное использование принципа "загрязнитель платит" можно считать бесперспективным.
Лучшим для нашей страны было бы введение принципа "производитель платит". Этот принцип успешно работает в Скандинавских странах. Например, его использование в Финляндии позволяет утилизировать более 90 % шин.
2.8.1 Дробление изношенных покрышек и камер
Начальная стадия получения регенерата существующими промышленными методами из изношенных резиновых изделий (покрышек, камер и др.) – их измельчение.
Измельчение шинных резин сопровождается некоторой деструкцией вулканизационной сетки резин, величина которой, оцениваемая по изменению степени равновесного набухания, при прочих равных условиях тем больше, чем меньше размер частиц получаемой резиновой крошки. Хлоро-форменный экстракт резин при этом изменяется крайне незначительно. Одновременно происходит также деструкция углеродных структур. Дробление резин, содержащих активный технический углерод, сопровождается некоторой деструкцией цепочечных структур по связям углерод – углерод; в случае малоактивного технического углерода (термического) число контактов между частицами углерода несколько возрастает. В общем изменения вулканизационной сетки и углеродных структур резин при дроблении должны, как и в случае любого механохимического процесса, зависеть от типа полимера, природы и количества наполнителя, содержащегося в резине, природы поперечных связей и густоты вулканизационной сетки, температуры процесса, а также степени измельчения резины и типа применяемого при этом оборудования. Размер частиц получаемой резиновой крошки определяется методом девулканизации резины, типом измельчаемой резины и требованиями к качеству конечного продукта – регенерата.
Чем меньше размеры частиц крошки, тем более быстро и равномерно деструктированного материала, уменьшению содержания в девулканизате недостаточно девулканизованных частиц резины ("крупы") и, как следствие этого, – получению более однородного по качеству регенерата, снижению количества отходов рафинирования и повышению производительности рафинировочного оборудования. Однако по мере уменьшения размеров частиц резиновой крошки возрастают затраты на ее производство.
В связи с этим при существующих в настоящее время способах получения резиновой крошки применение для получения регенерата шинной резиновой крошки с размерами частиц 0,5 мм и менее, как правило, экономически нецелесообразно. Поскольку в изношенных покрышках наряду с резиной содержатся другие материалы – текстиль и металл, при дроблении покрышек одновременно производится очистка резины от этих материалов. Если наличие металла в резиновой крошке является недопустимым, то возможное содержание в ней остатков текстиля зависит от последующего метода девулканизации резиновой крошки и типа текстиля.
Для дробления изношенных резиновых изделий наиболее широко применяются вальцы (в РФ, ПНР, Англии, США) и дисковые мельницы (в Германии, Венгрии, Чехии). Используют для этого и ударные (молотковые) дробилки, роторные измельчители, например установки "Новоротор". Резины измельчают также экструзионным методом, основанным на разрушении резин в условиях всестороннего сжатия и сдвига.
Предложен аппарат, в котором измельчаемый материал проходит между ротором, и стенкой корпуса. Эффект измельчения при этом усиливается за счет изменения величины и формы зазора между ротором и стенкой корпуса при вращении ротора. Сопоставление ряда действующих схем дробления изношенных покрышек показало, что по производительности оборудования, энерго- и трудоемкости процесса лучшие показатели имеет схема, основанная на применении вальцев, чем на применении дисковых мельниц или роторной машины.
Существующая на отечественных регенератных заводах технология измельчения изношенных покрышек позволяет получать резиновую крошку из покрышек с текстильным кордом.
Выдержки из учебного пособия
"Утилизация и вторичная переработка полимерных материалов"
Клинков А.С., Беляев П.С., Соколов М.В.


